
Условие:
По чертежу детали сформулируйте основные требования по точности размеров, формы, взаимного расположения поверхностей и качества поверхностного слоя. Рассчитать необходимое усилие зажима на технологическую операцию по обработке отверстия Ø10Н7.
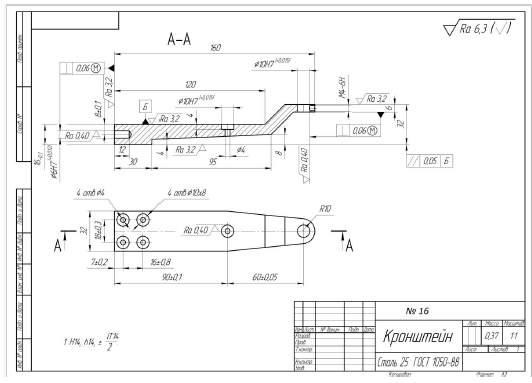
Основные требования:
1) Точности размеров: отверстие Ø6H7 выполнено по 7-му квалитету, размер толщины 16-0,1 мм выполнен с допуском 0,1 мм, отверстия Ø10H7 выполнены по 7-му квалитету. Размеры положения отверстий: 7±0,2 мм, 8±0,1 мм, 90±0,1 мм, 60±0,05 мм, 18±0,3 мм, 16±0,8 мм. Неуказанные предельные отклонения размеров по 14-му квалитету.
2) Формы: отклонения формы не заданы;
3) Взаимного расположения поверхностей: допуск перпендикулярности оси отверстия Ø6H7 относительно торца 0,06 мм, допуск зависимый; допуск перпендикулярности оси отверстия Ø10H7 относительно торца 0,06 мм, допуск зависимый; Допуск параллельности нижнего торца 0,05 мм относительно базы Б (верхний торец).
4) Шероховатости: шероховатость отверстий Ø6H7, Ø10H7 – Ra0,4 мкм. Шероховатости левого, нижнего и верхнего торцов – Ra3,2 мкм.
Неуказанная шероховатость – Ra6,3 мкм. Шероховатость образована – обработкой со снятием металла.
Решение:
Деталь изготовлена из конструкционной углеродистой стали марки 25 ГОСТ 1050-88, масса детали равна 0,37 кг.
Принимаем среднесерийный тип производства.
Исходя из формы детали, ее материала, типа производства, ее предполагаемого функционального назначения можно сделать вывод что наиболее подходящим методом получения заготовки будет горячая объемная штамповка.
Маршрут обработки поверхности будет следующим: сверление, развертывание черновое, развертывание чистовое.
Наибольшие усилия очевидно будут возникать при сверлении отверстия в сплошном металле. Для того, чтобы вычислить усилия резания, назначим...