
Условие:
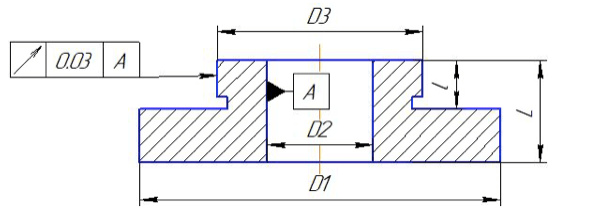
Чугунную втулку изготавливают центробежным литьем на машинах с вертикальной осью вращения. Отливка 10 класса точности размеров по ГОСТ 26645-85. Черновую и получистовую обработку поверхности D2 производят на токарном станке с установкой в трехкулачковом патроне. Чистовая обработка осуществляется шлифованием. Как изменится величина припуска при шлифовании при наличии или отсутствии перед этой операцией закалки ТВЧ и насколько?
D1 = 120 мм; D2 = 80Н8; D3 = 100 мм; L = 40 мм; l = 20 мм
Решение:
Для отливки 10 класса точности по ГОСТ 26645-85 найдем допуски на размеры: Тl = 2.0 мм; ТL = 2,2 мм; ТD2 = 2.8 мм; ТD3 = 2,8 мм; ТD1 = 3.2 мм.
Допуск на размер 80Н8 равен 0,046 мм.
При обработке внутренних поверхностей двусторонний припуск