
Условие:
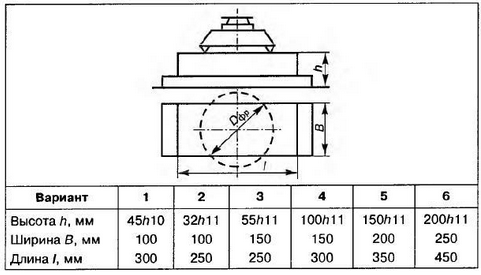
Определить суммарную погрешность размера h при чистовом торцовом фрезеровании партии заготовок для варианта 1 (табл. 7.15).
Таблица 7.14

Заготовки, предварительно обработанные по размеру с точностью h13, устанавливают на опорные пластины приспособления с пневматическим зажимом. Глубина резания  . Настройку фрезы производят с контролем положения металлическим щупом.
. Настройку фрезы производят с контролем положения металлическим щупом.
 . Для заданных условий погрешность
. Для заданных условий погрешность  = 40 мкм.
= 40 мкм.