
Условие:
Партию заготовок, предварительно обработанных по размеру А1h13, фрезеруют на вертикально-фрезерном станке модели 6Р12. Обработку проводят торцовой фрезой при глубине резания t = 0,5 мм, подаче Sо = 0,4 мм/об. Настройку инструмента на размер осуществляют с помощью установа и щупа толщиной 3 мм. Заготовку устанавливают на две опорные пластины приспособления (b x l = 20 x 300). Жесткость станка 15 МН/м. Ширина фрезерования B, длина L. Технологическая и измерительная базы совпадают. Усилие закрепления перпендикулярно направлению измерения. Остальные данные представлены в таблице 1. Необходимо определить точность фрезерования.
Таблица 1 – Исходные данные к задаче 2

Решение:
Суммарная погрешность обработки может быть определена из зависимости:
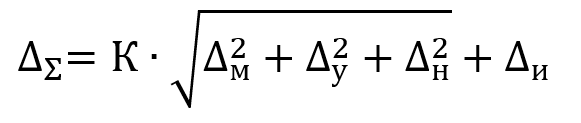
где К=1,2 - коэффициент приведения распределения по закону Гаусса к другим законам (Симпсона, равной вероятности и др.);
∆м- мгновенная погрешность, обусловленная видом обработки;
∆у- погрешность установки;
∆н- погрешность настройки;
∆и - погрешность износа;
Мгновенную погрешность обработки ∆м для размера 70 при жесткости станка 1...