
Условие:
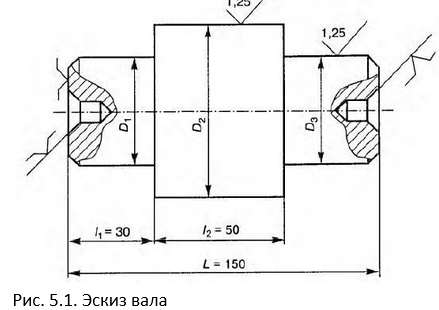
Трехступенчатый вал изготавливается из стали 45 методом штамповки класса точности 5T по ГОСТ 7505-89 (рис. 5.1). Масса заготовки 2 кг. Токарной операции предшествовала операция фрезерно-центровальная, в результате которой были обработаны торцы и выполнены центровые отверстия.
Базирование заготовки при фрезерно-центровальной операции осуществляется по поверхностям D1 и D3 (D1 = D3 = 25 мм). Шейка с наибольшим диаметром D2 ступени имеет размер 055h6(-0,02) мм.
Рассчитать промежуточные припуски для обработки шейки D2 аналитическим методом. Рассчитать промежуточные размеры для выполнения каждого перехода.
 :
: