Условие:
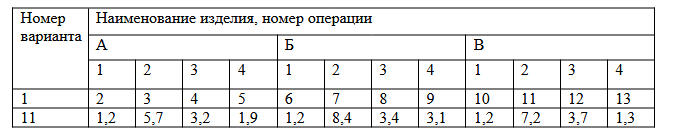
На многопредметной поточной линии изготавливаются валики диаметром 25 (А), 32 (Б) и 35 мм (В). Месячная программа выпуска составляет соответственно 8, 5 и 3 тыс. шт. Определить рабочие такты поточной линии, число рабочих мест по каждой операции и их загрузку. Линия работает 21 день в месяц в две смены по 8 ч.; коэффициент допустимых потерь времени на переналадку оборудования линии равен 0,04. Трудоемкость операций по вариантам приводится в таблице3.
Таблица 3 – Нормы времени по операциям технологического процесса в мин.