
Условие:
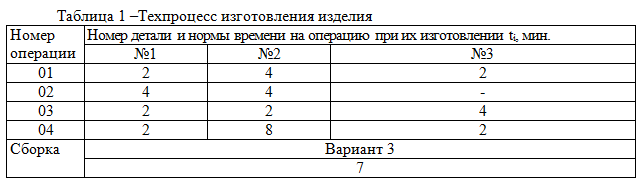
Проект предусматривает производство партии изделий n - 50 шт. Изделие является сборочным. Нормы времени по операциям представлены в табл. 1. На самой длительной операции - два рабочих места (С=2). Режим работы – односменный. Длительность межоперационных перерывов - 20 мин. Естественные процессы (сушка, остывание и т.д.) не предусматриваются.
Определить длительность (в сут.) технологического, производственного циклов и построить календарный график производства партии изделий проекта при последовательном виде движения деталей.
Решение:
Длительность технологического цикла при последовательном виде движения изделий определяется по следующей формуле:
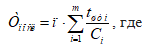
n величина партии деталей, шт.;
m число операций;
tштi норма времени на i-тую технологическую операцию, мин.;
Сi количество рабочих мест на i-той технологической операции.